Para começarmos a estudar o processo de produção do açúcar cristal, é importante introduzirmos um pouco de sua história. Os primeiros registros de contato do ser humano com a cana de açúcar apontam para sua origem em Nova Guiné e na Índia. Seu cultivo foi disseminado pelos árabes, porém foram os egípcios que iniciaram o processo de produção do açúcar, a partir da clarificação do caldo de cana. No Oriente, o acesso a esse açúcar era restrito a pessoas de alto escalão social, algo que foi mudando durante a Idade Média, devido à comercialização intensificada pelas Grandes Navegações. [1]
No Brasil, a produção de açúcar iniciou-se cerca de 30 anos após a chegada dos portugueses, que decidiram implementar o mesmo modelo de ocupação adotado na Ilha da Madeira um século antes.Tinham inicialmente como objetivo a geração de lucro e recursos para a manutenção da posse da colônia, que se provou ser um grande desafio administrativo para a metrópole.[1]
O primeiro engenho de açúcar foi edificado na Capitania de São Vicente, mais para o sul do Brasil, porém foi efetivamente no Nordeste onde muitos outros engenhos se estabeleceram. Após alguns anos, a indústria açucareira global crescia exponencialmente, e o Brasil já detinha o monopólio do produto. No entanto, a morte do Rei de Portugal na Batalha de Alcazar permitiu a anexação de Portugal à Espanha sob o domínio do rei espanhol, Felipe II. O novo rei travava uma grande oposição ao comércio coma Holanda, e, portanto, dificultou o seu acesso à iguaria, o que acarretou uma invasão dos holandeses em 1630. Com isso, o Brasil deixou de ser o maior produtor mundial de açúcar, porém sua produção no Brasil Império foi uma importante fonte de riqueza.[1]
Os engenhos da época baseavam sua produção em moendas, o transporte da cana dependia da tração animal e o açúcar era batido e seco ao Sol. Com a Revolução Industrial, houve a introdução das máquinas e de tecnologias mais avançadas ao processo - como moendas de aço,cozedor a vácuo e centrífugas - possibilitando uma aceleração e modernização na produção do açúcar.[1]
No Brasil, entretanto, essa transição foi lenta. No século XIX, D. Pedro II implementou num primeiro momento projetos de Engenhos Centrais -- separando o cultivo da cana do processamento do açúcar. Porém, o desconhecimento dos operadores, o tradicionalismo e altos gastos tornaram esse método inviável. Os poucos Engenhos Centrais que prosperaram juntaram-se em uma só produtora independente,a Cia. Sucrerie, uma das primeiras indústrias brasileiras produtoras de açúcar.[1]
Ao longo do século XX, surgiram novas unidades produtoras no Nordeste e em São Paulo, as usinas de açúcar. Com o tempo, foram surgindo também as primeiras refinarias em grande escala do país, bem como fábricas de fornecimento de equipamentos, que fomentavam a indústria açucareira e, mais uma vez, estabeleciam a importância do processo de produção do açúcar para o Brasil.[1]


O açúcar é de grande importância econômica para o Brasil, visto que cerca de 20% da produção mundial desse produto pertence ao país[6]. Além disso, a safra de cana-de-açúcar em 2020 atingiu uma produção de 642.717,8 mil toneladas, ao longo de áreas em todo território, entretanto os mais produtivos concentram-se no Centro-Oeste e Sudeste do país[7]. Dessa forma, percebe-se que a produção de açúcar é relevante para a economia do país, tanto para mercado interno como externo, pois o Brasil é um grande exportador de açúcar, sendo esse uma importante commodity para o país, visto os principais destinos da exportação são para China (4,73 milhões toneladas), Argélia (2,44 milhões toneladas) e Bangladesh (2,25 milhões de toneladas)[8].
Além da importância econômica, o açúcar também carrega a importância cultural, já que o consumo dele faz parte do cotidiano brasileiro, para melhor dimensionamento deste, sabe-se que o consumo nacional de açúcar está em torno de 8 milhões de toneladas resultando numa proporção per capita de 48 kg/hab/ano.[9] Nesse sentido, conclui-se que o hábito de consumir esse produto faz parte da cultura brasileira.
Seguindo a última importância do açúcar citada, percebe-se que a principal aplicação desse produto é adoçar, o que atrai muitos consumidores adeptos ao paladar mais doce. Entretanto, o açúcar não está presente apenas em alimentos considerados doces, mas em carboidratos como um todo, pois esses são compostos de polissacarídeos que basicamente são açúcares. Ademais, os carboidratos são nutrientes fundamentais para obtenção de energia. Nesse sentido, o açúcar age na comida de diversas formas: como adoçante, preservante, modificador da textura, fermentador, aromatizante e corante. Dessa forma, o açúcar é um ingrediente essencial no preparo de alimentos presentes no dia-a-dia do brasileiro e de todo mundo.
O consumo per capita global, atualmente é em torno de 24 kg/pessoa e expande continuamente na taxa de 1,5 – 2% por pessoa ao ano. [36] Na Europa, o consumo per capita médio foi de 37,1 quilogramas (kg) de açúcar em 2013, contra 35,1 kg em 2011. Nos Estados Unidos, o consumo aumentou de 31 para 32,5 kg por pessoa, segundo informações da organização com sede em Londres [37]
BRASIL:
Uisa: 2000 toneladas de açúcar cristal por dia. Fonte:https://www.uisa.com.br/perfil-num.php
Usina São Manoel: 1500 toneladas de açúcar cristal por dia.
Aralco S/A: 550 toneladas de açúcar cristal por dia. Fonte:https://www.aralco.com.br/unidades
Della Colleta: 75,2 mil toneladas de açúcar cristal VHP por ano. Fonte:http://coletta.com.br/index.php/produtos
Pagrisa: 400 toneladas de açúcar cristal por dia. Fonte:https://www.pagrisa.com.br/negocios/acucar/
Pedra Agroindustrial: 250 mil toneladas de açúcar cristal VHP por ano. Fonte:https://www.pedraagroindustrial.com.br/nossos-produtos/
Usina Alvorada: 100 mil toneladas de açúcar cristal por ano. Fonte:http://www.usinaalvorada.com.br/producao/
Usina Batatais: 300 mil toneladas de açúcar cristal por ano. Fonte:http://www.usinabatatais.com.br/produtos/acucar-branco-150-400.html
Usina Ijatobi: 600 toneladas por dia de açúcar cristal VHP. Fonte:http://www.usinaitajobi.com.br/Institucional
Usina Mandu: 312 mil toneladas de açúcar por ano. Fonte:https://petrobras.com.br/pt/nossas-atividades/principais-operacoes/usinas-de-etanol/usina-mandu.htm
Usina Jacarezinho: 1250 toneladas de açúcar cristal por dia. Fonte: https://www.grupomaringa.com.br/usinajacarezinho
Usina Paineiras: 432 toneladas de açúcar cristal por dia. Fonte: contato via e-mail.
Brasil: produção de açúcar na safra 2019/2020: 29.520.643 de toneladas. Fonte: MAPA
ALGUNS EXEMPLOS INTERNACIONAIS:
Rocky Point (Australia): 25 toneladas de açúcar por hora Fonte:http://www.heckgroup.com.au/rocky-point-sugar-mill/the-final-processes
Mackay Sugar Limited (Australia): 800 mil toneladas de açúcar cristal por ano. Fonte:https://www.mkysugar.com.au/about/Pages/Our-Products.aspx
J.D.W Sugar Mills (unidade III)(Paquistão): 90,918 toneladas de açúcar cristal por ano. Fonte:http://www.jdw-group.com/Segments/Sugar/
Balrampur Chini Mills ltd (Índia): 7650 toneladas de açúcar cristal por dia. Fonte:https://chini.com/product/sugar/





A safra da cana-de-açúcar se dá de modo sazonal, podendo ser plantada em três épocas diferentes: os sistemas de ano-e-meio, ano e plantio de inverno. Para o sistema de ano-e-meio, a cana é plantada entre janeiro e março(na estação de verão para garantir uma temperatura e umidade boas para a brotação rápida), tendo seu desenvolvimento e crescimento até 8 meses.[42] Após isso, a cana inicia a sua maturação até completar 16 a 18 meses. No sistema de ano, a cana poderá ser plantada de outubro a novembro, no entanto apresenta algumas desvantagens, como a menor produtividade que a do sistema de ano-e-meio e o pouco tempo para o preparo do solo.[42] Por fim, no sistema de plantio de inverno, utiliza-se a torta produzida durante o processo produtivo, a fim de garantir uma plantação com umidade suficiente para esses períodos de estiagem.[42]
Para o início da colheita da cana-de-açúcar, é necessário também saber se a cana chegou no ponto de maturação adequado. Para isso, utiliza-se um refratômetro de campo, equipamento que fornece a porcentagem de sólidos solúveis do caldo(Brix), que tem relação com a quantidade de sacarose dentro da cana. Com isso, faz-se uma análise a partir da fórmula: [43]

Com isso, calcula-se IM, e, se 0,85 < IM < 1, a cana estará madura e pronta para a colheita.[43]
Antes de sair dos canaviais, é montado um programa de cortes baseado na maturação da cana a ser colhida [12]. A partir disso, áreas da lavoura selecionadas para o corte e a partir disso é feita a colheita da cana. O corte é feito tanto manualmente quanto através de colhedeiras, sendo que cada processo representa cerca de 50% da cana colhida[12]. A partir daí, a cana é transportada da lavoura até a indústria, onde se iniciará o processo de moagem.
Chegando na usina, a cana é pesada uma balança para controle de matéria-prima na indústria e posteriormente é encaminhada para uma mesa alimentadora,que regula o fluxo de entrada de cana na indústria, onde irão ocorrer três processos iniciais: a lavagem, o processamento e o início da moagem.
A lavagem é feita a partir do uso de uma corrente contínua de água, sendo essa uma das etapas que mais demandam água em todo o parque industrial, com uma utilização de 0,7m3 a 12,2m3 por tonelada de cana[13]. Seu intuito é a remoção do material grosseiro, que chega a atingir até 10% do peso da matéria prima[13]. Novas tecnologias de lavagem a seco baseado em jatos de ar estão sendo implementadas para evitar a perda de sacarose com o uso da água.[10]
O processamento da cana é iniciado a partir de um equipamento de corte, composto por um conjunto de facas rotativas que operam a uma velocidade de 60m/s, e tem como finalidade aumentar a densidade da cana,além de diminuir seu tamanho, preparando-a para o desfibrador.[11] Após chegar no desfibrador, ela é pulverizada a partir de martelos oscilantes que giram no sentido contrário à esteira, e as células que contém os açúcares são abertas [11],facilitando o processo de extração destes. A velocidade dos desfibradores pode chegar a 90m/s. Nessa etapa, pelo menos 82% das células devem estar abertas para uma boa extração na moenda. [10]
Esse processo inteiro até antes do início da moagem apresenta transferência de massa e de momento.
A extração do caldo é o processo pelo qual se separa um caldo rico em sacarose das fibras da cana, conhecidas como bagaço. Ele pode ser realizado de duas formas: através da moenda ou através da difusão.
Extração através da moenda:
Após passar por picadores e desfibradores, que ajudam na ruptura das células e na liberação do caldo, a cana é levada, por meio de esteiras para as moendas, passando por eletroímã que retira qualquer resíduo metálico que possa danificar o equipamento da cana.
As moendas são conjuntos de 4 ou 5 ternos compostos de rolos que esmagam a cana para a extração do caldo por meio da
pressão mecânica.

A cana passa, em sequência, pelos ternos. No primeiro terno, é recolhido um caldo rico em sacarose. Já nos ternos seguintes, são recolhidos caldos menos concentrados, com mais água.
Para aumentar a eficiência da extração, pode ser realizada a embebição, que seria a adição de água (embebição simples) ou caldo (embebição composta) ao bagaço da cana nos ternos. No caso da embebição composta, adiciona-se o caldo de um terno no terno anterior. [14]
O caldo, então é levado para ser tratado, e o processo continua.
A extração através da moenda possui uma eficiência de até 97%, que pode variar conforme o número de ternos, a embebição, a qualidade da cana, entre outros fatores. Trata-se de um processo físico, sem reações químicas envolvidas.[15]
Extração através da difusão:
Nesse processo, a cana também é moída, para auxiliar no rompimento de suas células, até feixes fibrosos de 10 ou 15 cm de comprimento. Esses feixes são levados até equipamentos conhecidos como difusores. [16]
Nos difusores, a cana é submetida a uma lavagem (lixiviação) em contra-corrente. O soluto, então, que no caso é a sacarose, passa do meio de maior concentração (células da cana) para o meio de menor concentração (caldo da corrente), ocorrendo, assim, a difusão.
Para aumentar a eficiência do processo, podem ser realizadas operações de retorno. Nessas operações, o bagaço do qual já foi extraído o caldo e, portanto, encontra-se quase sem sacarose, é lavado com água, e o caldo obtido com um pouco de sacarose é usado na lavagem anterior, e assim sucessivamente.
O difusor opera com uma temperatura de aproximadamente 70°C, auxiliando na difusão e contribuindo para a eliminação de possíveis microrganismos presentes no caldo. [3]

A eficiência da extração por difusão é de cerca de 98,5%[15], e o equipamento gasta menos energia do que as moendas. No entanto, trata-se de uma técnica mais nova, e, portanto, a grande maioria das usinas produtoras de açúcar, no Brasil, realizam a extração do caldo através da moenda. No processo da extração por difusão, não ocorrem reações químicas, predominando os fenômenos da difusão e da lixiviação. [15]
Fenômenos envolvidos:
Moendas: transferência de massa e de momento
Difusores: transferência de momento, massa e de calor
Entra: Cana moída
Saem: Bagaço (pode ser utilizado na geração de energia), caldo rico em sacarose (vai para a próxima etapa).
A composição do caldo de cana é de 80 a 85% de água; 10 a 19% de sacarose; 0,3 a 2,5% de açúcares redutores, glucose e frutose; 0,8 a 1,5% de não açúcares, dentre eles ácidos orgânicos, nitrogenados, amidas, amidas ácidas, e substâncias corantes. Em menor quantidade há matérias minerais, graxas, ceras, resinas, gomas e pectinas. [17]
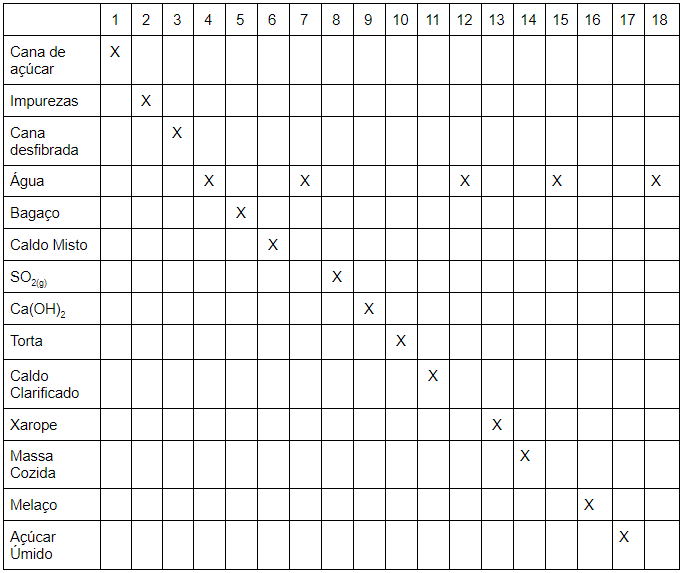
Após a extração, o caldo misto é encaminhado da corrente 6 para tanques nos quais ocorrerão os processos de tratamento do caldo-de-cana, pois ainda possui algumas impurezas, tais como terras, bagacilho e materiais corantes. Tal etapa procura incrementar a qualidade do produto. Dentre as características de um produto final de qualidade, destacam-se a cor, pequena fração de cinzas e de resíduos insolúveis.[18]

Além disso, o tratamento do caldo misto, uma das principais etapas da produção de açúcar, também objetiva evitar a inversão (hidrólise) de sacarose, aumentar o teor de sacarose, produzir um mínimo volume de lodo e consequentemente de torta de filtro, dentre outras finalidades. [18]
A inversão da sacarose é o processo de hidrólise da molécula de sacarose do açúcar, que se divide em glicose e frutose. A sacarose representa o açúcar não redutor, enquanto as outras moléculas são os chamados açúcares redutores. Procura-se evitar que haja tal reação de inversão na indústria sucroalcooleira porque os açúcares redutores têm propriedades que causam efeitos indesejáveis no produto final, relacionados à cor, colóides, e morfologia dos cristais, que diminuem a qualidade do alimento.[38]

A hidrólise é favorecida em situações de altas temperaturas, muito tempo de residência da solução em um mesmo processo e valores extremos de pH, portanto, busca-se sempre na indústria um minucioso controle de tais parâmetros, de modo a garantir a qualidade e nutrientes do produto final.[38]
Inicialmente, o caldo que chega pela corrente 6 passa por um tratamento primário com peneiras e equipamentos como cush-cush e hidrociclones, cujas eficiências variam de 70 a 85%, para que as maiores impurezas e aquelas chamadas de insolúveis, como areia, argila e bagacilho, sejam removidas. O objetivo aqui é, além de melhorar a qualidade do caldo, contribuir para a preservação da vida útil dos equipamentos utilizados no processo de produção, reduzindo o entupimento e desgastes de válvulas e bombas. Tem-se informações de que os teores dos materiais filtrados nesta etapa são de 0,1 a 1,0%.[19]
As peneiras cush-cush, por exemplo, auxiliam a retirar do caldo as impurezas em suspensão. Para que haja reaproveitamento do bagacilho retido em suas várias peneiras fixas e assim um aumento da eficiência da produção, tal material retorna às moendas para passar por uma nova etapa de moagem. O equipamento, portanto, localiza-se próximo à moenda para facilitar o transporte de substâncias.[5]
Após o tratamento inicial com peneiras, o caldo ainda necessita passar por outros processos para que sejam eliminadas as impurezas solúveis e coloidais que persistem em sua composição. Em tais etapas, observa-se a coagulação e precipitação de tais sólidos por sedimentação, como na decantação, e há um minucioso controle do pH para garantir que não haja a inversão da sacarose. O primeiro desses processos, que envolve a mudança da acidez do meio, é a sulfitação, que trabalha com valores do pH entre 4,0 e 4,5%[19]
A sulfitação consiste no acréscimo de SO2 gasoso ao caldo de cana, proveniente da corrente 8, e de composição prática de 6 a 14% SO2, produzido pela própria usina por meio da queima do enxofre de pureza >95%, em presença de gás oxigênio, conforme a reação: S + O₂ → SO₂ + 70,2kcal
O acréscimo de Ca(OH)₂ ao caldo, a partir da corrente 9, tem por objetivo assegurar a cor desejada para o caldo que formará o açúcar branco cristal, neutralizar ácidos orgânicos e formar produtos que floculam as impurezas coloidais restantes. A quantidade de leite de cal depende da qualidade do caldo produzido e da cal virgem utilizada, mas em geral, para cada tonelada de cana, consome-se de 500 a 1000 g de CaO no processo de caleagem. [19]
Após a alcalinização com leite de cal, aquece-se o caldo para aumentar a velocidade da decantação que separará o precipitado do caldo clarificado, além de diminuir novamente a viscosidade do caldo. O líquido é aquecido em aquecedores verticais ou horizontais, em equipamentos que se chamam trocadores de calor casco-tubo. Esse aquecimento chega à temperaturas próximas de 105ºC, acelerando o processo de floculação de coloides e não açúcares proteicos. Além disso, tem característica emulsificante de graxas e ceras, que apresentam concentrações menores que 0,5% no caldo. Após o aquecimento o caldo é levado para a próxima etapa, a decantação. [19]
Na decantação, após tratamentos químicos e térmicos, purifica-se o caldo por meio da remoção das impurezas floculadas e sedimentadas, a partir da ação da gravidade. O caldo é deixado no decantador de 15 minutos a 4 horas, valor que varia muito a depender do equipamento utilizado, que se caracteriza por ser grande, a ponto da velocidade de escoamento do caldo por suas várias bandejas, que aumentam a superfície de contato do produto com o equipamento, ser lenta, promovendo assim a decantação. O caldo-de-cana decantado é retirado na parte superior de cada bandeja e enviado ao setor de evaporação para que aumente sua concentração e teor de sacarose no produto, por meio da corrente 11. [19]
As impurezas que são sedimentadas, de maior densidade, possuem uma concentração de sólidos de aproximadamente 10º Brix (porcentagem dos sólidos solúveis em solução de sacarose, ou seja, teor de sacarose) [4] e constituem o lodo, retirado então do decantador pelo fundo e enviado por bombas ao setor de filtração para que se recupere parte do açúcar que há em sua composição. A quantidade de lodo obtida representa de 15 a 20% da massa do caldo que entra no decantador. [19]
No processo de filtração das borras, o lodo proveniente do decantador, de teor de sacarose próximo a 2%, é adicionado a 3 - 5 kg de bagacilho/tonelada de cana, que auxiliará a filtração, e após essa adição, a mistura é enviada para os filtros rotativos à vácuo, ou para filtros prensas. Como já abordado anteriormente, a filtração visa recuperar o açúcar contido no lodo, possibilitando que retorne ao processo na forma de caldo filtrado. O material retido no filtro recebe o nome de torta, sai do sistema pela corrente 10, não passa de 1% da quantia de açúcar do processo, e é enviado à lavoura para ser utilizado como adubo. [19]
Alguns nutrientes oriundos da sacarose podem ser perdidos na etapa da filtração do lodo, em razão da grande quantia de materiais insolúveis na torta, que acabam por diminuir a eficiência da filtração. Outras perdas podem acontecer em decorrência de vazamentos e respingos, além da possível inversão de sacarose, predominantemente nos processos posteriores ao tratamento do caldo, como a evaporação e o cozimento [39].
O caldo parte para o processo de evaporação, depois de passado pelo tratamento, nutrido em grande parte de sacarose e água. [18]. Ao final do tratamento, a pureza do caldo alcançada é de 80% e além disso a eficiência do processo como um todo é de 99%. [21]

Figura 11 Diagrama de blocos com tipos de transferências